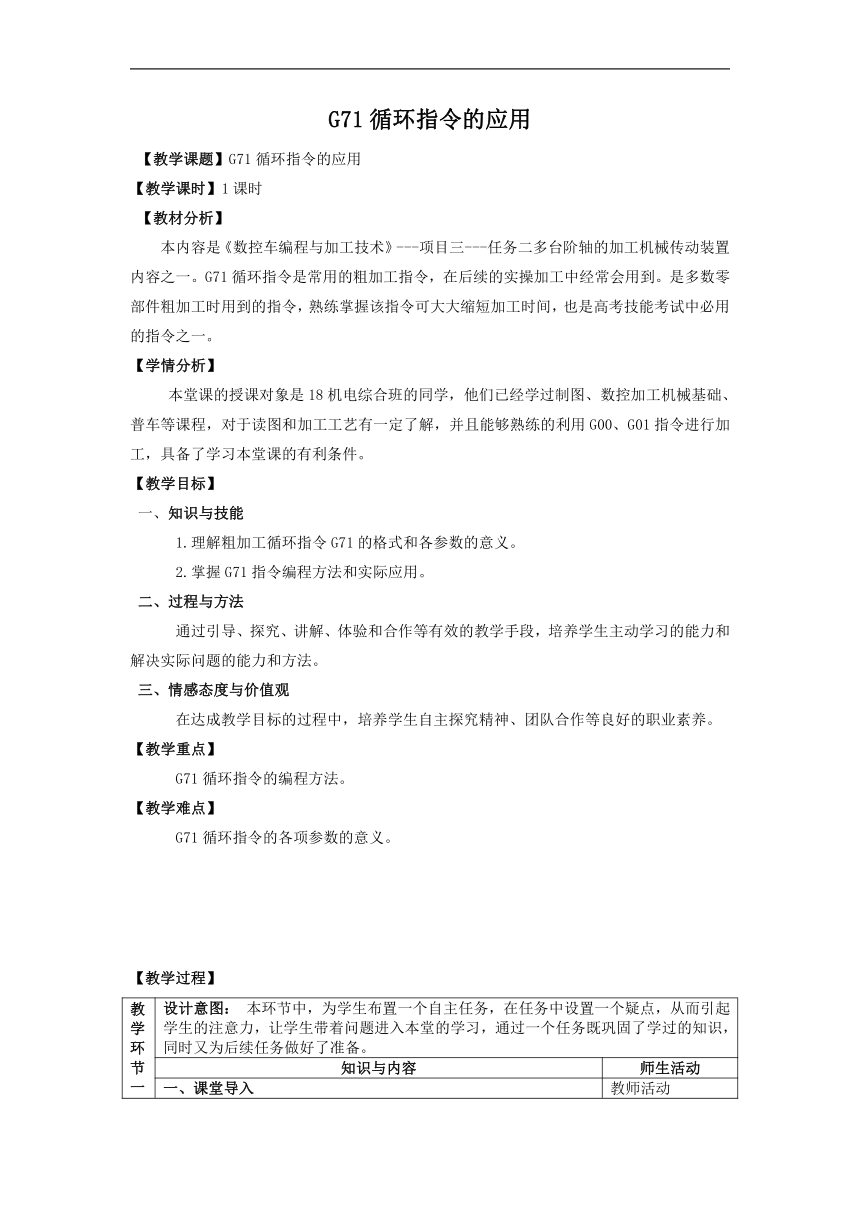
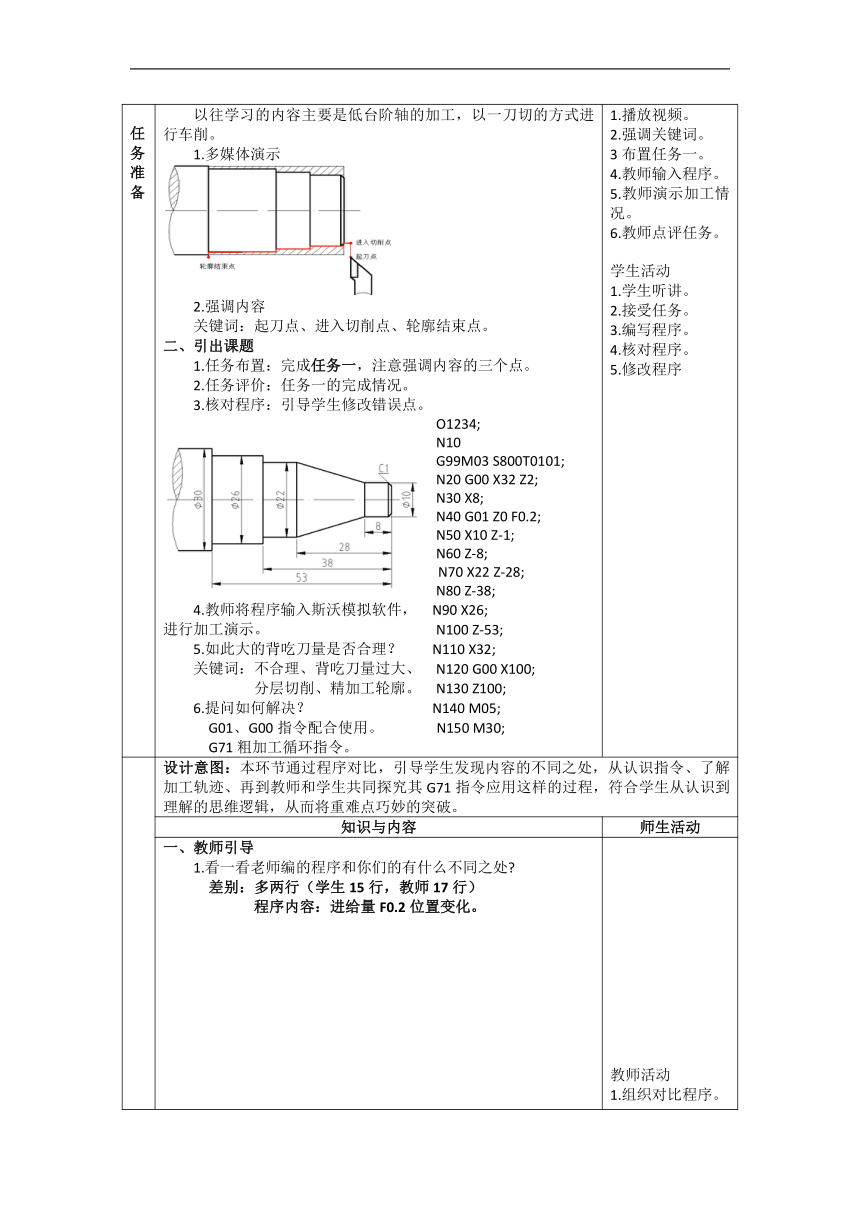
资源简介 G71循环指令的应用【教学课题】G71循环指令的应用【教学课时】1课时【教材分析】本内容是《数控车编程与加工技术》---项目三---任务二多台阶轴的加工机械传动装置内容之一。G71循环指令是常用的粗加工指令,在后续的实操加工中经常会用到。是多数零部件粗加工时用到的指令,熟练掌握该指令可大大缩短加工时间,也是高考技能考试中必用的指令之一。【学情分析】本堂课的授课对象是18机电综合班的同学,他们已经学过制图、数控加工机械基础、普车等课程,对于读图和加工工艺有一定了解,并且能够熟练的利用G00、G01指令进行加工,具备了学习本堂课的有利条件。【教学目标】知识与技能1.理解粗加工循环指令G71的格式和各参数的意义。2.掌握G71指令编程方法和实际应用。过程与方法通过引导、探究、讲解、体验和合作等有效的教学手段,培养学生主动学习的能力和解决实际问题的能力和方法。情感态度与价值观在达成教学目标的过程中,培养学生自主探究精神、团队合作等良好的职业素养。【教学重点】G71循环指令的编程方法。【教学难点】G71循环指令的各项参数的意义。【教学过程】教学环节一 任务准备 设计意图: 本环节中,为学生布置一个自主任务,在任务中设置一个疑点,从而引起学生的注意力,让学生带着问题进入本堂的学习,通过一个任务既巩固了学过的知识,同时又为后续任务做好了准备。知识与内容 师生活动课堂导入 以往学习的内容主要是低台阶轴的加工,以一刀切的方式进行车削。 1.多媒体演示 2.强调内容 关键词:起刀点、进入切削点、轮廓结束点。 引出课题 1.任务布置:完成任务一,注意强调内容的三个点。 2.任务评价:任务一的完成情况。 3.核对程序:引导学生修改错误点。 O1234; N10 G99M03 S800T0101; N20 G00 X32 Z2; N30 X8; N40 G01 Z0 F0.2; N50 X10 Z-1; N60 Z-8; (任务一零件图) N70 X22 Z-28; N80 Z-38; 4.教师将程序输入斯沃模拟软件, N90 X26; 进行加工演示。 N100 Z-53; 5.如此大的背吃刀量是否合理? N110 X32; 关键词:不合理、背吃刀量过大、 N120 G00 X100; 分层切削、精加工轮廓。 N130 Z100; 6.提问如何解决? N140 M05; G01、G00指令配合使用。 N150 M30; G71粗加工循环指令。 教师活动 1.播放视频。 2.强调关键词。 3布置任务一。 4.教师输入程序。 5.教师演示加工情况。 6.教师点评任务。 学生活动 1.学生听讲。 2.接受任务。 3.编写程序。 4.核对程序。 5.修改程序教学环节二 任务攻略 设计意图:本环节通过程序对比,引导学生发现内容的不同之处,从认识指令、了解加工轨迹、再到教师和学生共同探究其G71指令应用这样的过程,符合学生从认识到理解的思维逻辑,从而将重难点巧妙的突破。知识与内容 师生活动教师引导 1.看一看老师编的程序和你们的有什么不同之处 差别:多两行(学生15行,教师17行) 程序内容:进给量F0.2位置变化。 (学生的程序) (教师的程序) 2.看一看程序中有了G71指令加工轨迹有什么变化?视频演示模拟加工,提示观察程序轨迹、进刀和退刀路径。 二、学生探索 1.任务布置:阅读理解教材74-75页“知识链接”,将答案填入任务二相关位置。 2.组织学生阐述G71指令的编程格式、各参数意义。 三、教师讲解 1.对学生阐述内容进行点评。 2.讲解G71指令格式。 G71 U(Δd) R(Δe); G71 P(ns) Q(nf) U(Δu) W(Δw)F(f) ; 3.讲解各参数的意义。 再次观察撤销轨迹1次。 Δd:背吃刀量,无正负号,半径指定。 Δe:刀具退出量,半径指定。 ns:精加工轮廓程序段中,开始行行号。 Nf:精加工轮廓程序段中,结束行行号。 Δu:X向精车余量,直径指定。 Δw:Z向精车余量。 教师活动 1.组织对比程序。 2.组织回答问题。 3.演示加工轨迹。 4.布置任务二。 5.教师巡回指导。 6.教师点评任务。 7.教师讲解。 学生活动 1.认真听课。 2.找不同之处。 3.仔细观察加工轨迹。 4.完成任务二。 5.学生阐述G71指令的编程格式、参数意义。 6.做笔记。教学环节三 任务实践 设计意图:本环节为是对教学重点及难点的巩固环节,更是将理论应用到实践中的重要环节,在实施任务的过程中让学生“顿悟”其中的奥秘。知识与内容 师生活动一、任务实践 1.布置任务:按要任务书要求完成任务三。 2.强调内容:shift键位上档键;输入P和Q使用。 3.组织测量,观察精车余量,思考如何进行精车。 任务评价 针对学生完成情况进行点评。 强调在高考中的应用,该指令在后续的编程中经常会用到,如在高考中,不仅要保证精度,还要尽可能的缩短时间,合理的运用各种指令,如下图。 19年高考模拟题样图 多余的余量用循环指令加工去除。 教师活动 1.布置任务。 2.强调内容。、 3.巡回指导。 4.任务评价。 5.组织思考问题。 学生活动 1.互相交流。 2.完成对刀。 3.程序输入。 4.实操加工。 5.做笔记。教学环节四 任务总结 设计意图:本环节为是整个学习过程的“分享”环节,分享学习过中的知识点、学习过程的中的思考经验,实现共同成长、享受认同与尊重的喜悦过程,是整个课堂的有效总结方式。知识与内容 师生活动学生总结 小组代表,将小组探讨总结的内容进行提炼,叙述本课堂中的重点知识及难点的解决方法。 教师梳理 1.G71的格式 G71 U(Δd) R(Δe); G71 P(ns) Q(nf) U(Δu) W(Δw)F(f) ; 2.参数含义 Δd:背吃刀量,无正负号,半径指定。 Δe:刀具退出量,半径指定。 ns:精加工轮廓程序段中,开始行行号。 Nf:精加工轮廓程序段中,结束行行号。 Δu:X向精车余量,直径指定。 Δw:Z向精车余量。 布置作业 预习教材P75精加工循环指令,并尝试完成本堂课零件图的精加工程序的编写。 教师活动 1.组织学生小结。 2.梳理总结内容。 3.布置作业。 学生活动 1.仔细听课。 2.总结。 3.接受作业。课堂任务任务一、编写程序利用所学的知识,完成如下零件图的编程,将程序输入到系统中。任务二、识读指令参考教材内容,理解G71指令的格式以及各参数的意义。1.写出G71指令的格式:2.解释各项参数的含义:任务三、零件加工将G71指令写入程序中,并完成对刀操作进行零件加工。提示:按下Shift键,可选择输入P或Q字母。 展开更多...... 收起↑ 资源预览
 资源预览
资源预览
 资源预览
资源预览