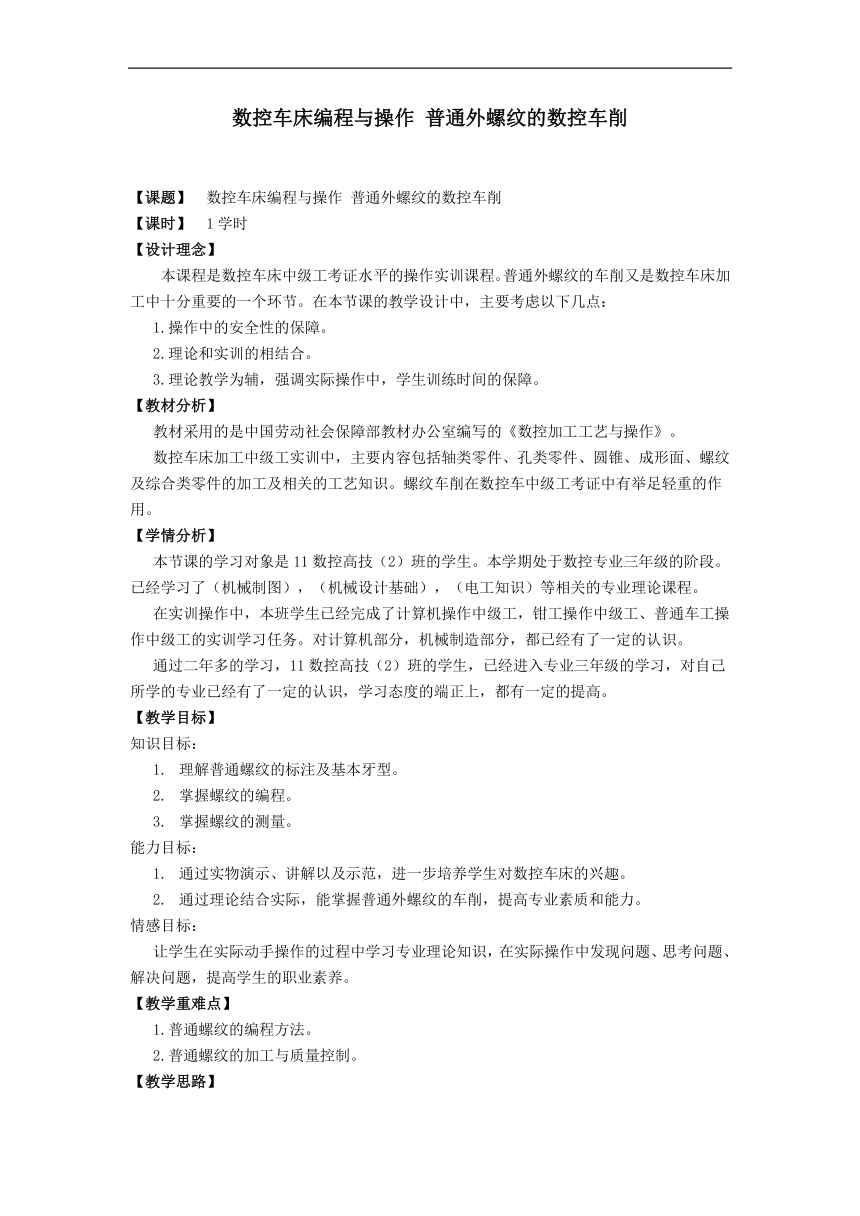
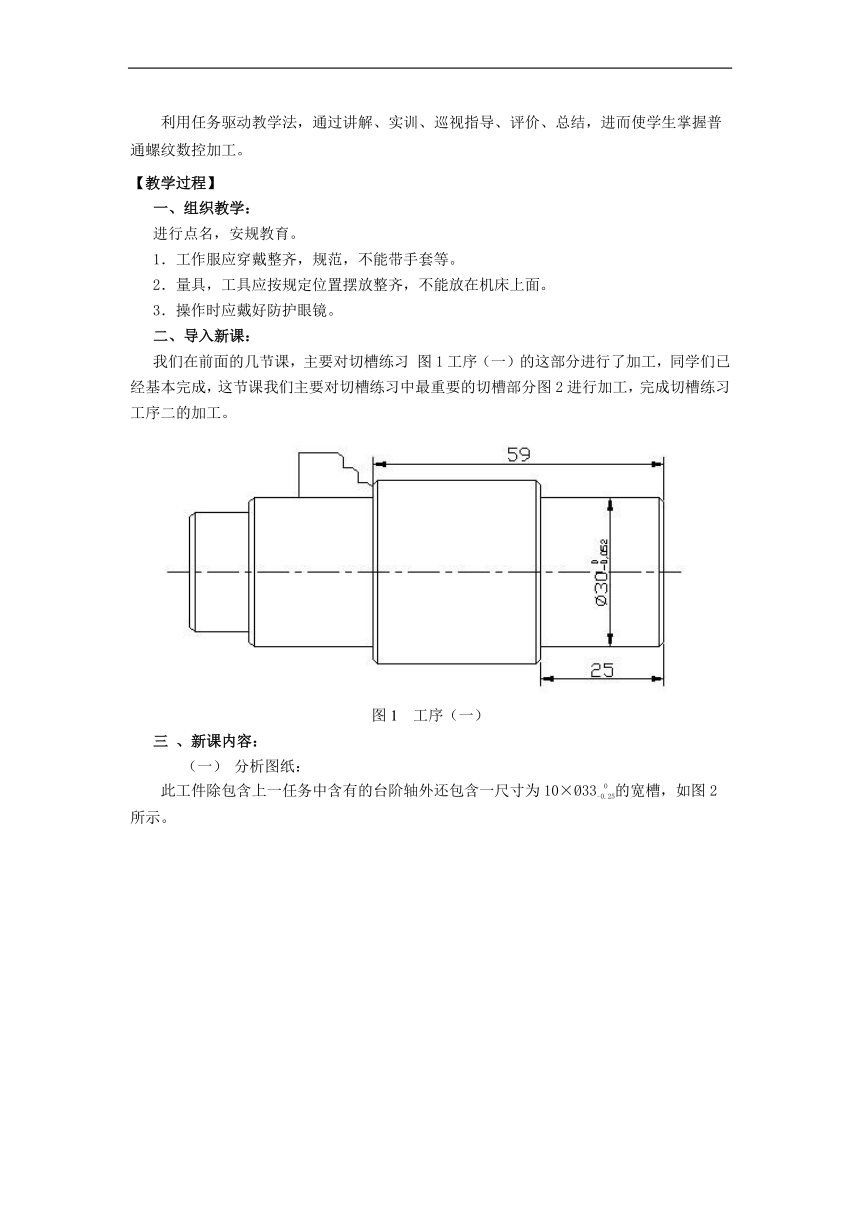
资源简介 数控车床编程与操作 普通外螺纹的数控车削【课题】 数控车床编程与操作 普通外螺纹的数控车削【课时】 1学时【设计理念】本课程是数控车床中级工考证水平的操作实训课程。普通外螺纹的车削又是数控车床加工中十分重要的一个环节。在本节课的教学设计中,主要考虑以下几点:1.操作中的安全性的保障。2.理论和实训的相结合。3.理论教学为辅,强调实际操作中,学生训练时间的保障。【教材分析】教材采用的是中国劳动社会保障部教材办公室编写的《数控加工工艺与操作》。数控车床加工中级工实训中,主要内容包括轴类零件、孔类零件、圆锥、成形面、螺纹及综合类零件的加工及相关的工艺知识。螺纹车削在数控车中级工考证中有举足轻重的作用。【学情分析】本节课的学习对象是11数控高技(2)班的学生。本学期处于数控专业三年级的阶段。已经学习了(机械制图),(机械设计基础),(电工知识)等相关的专业理论课程。在实训操作中,本班学生已经完成了计算机操作中级工,钳工操作中级工、普通车工操作中级工的实训学习任务。对计算机部分,机械制造部分,都已经有了一定的认识。通过二年多的学习,11数控高技(2)班的学生,已经进入专业三年级的学习,对自己所学的专业已经有了一定的认识,学习态度的端正上,都有一定的提高。【教学目标】知识目标:理解普通螺纹的标注及基本牙型。掌握螺纹的编程。掌握螺纹的测量。能力目标:通过实物演示、讲解以及示范,进一步培养学生对数控车床的兴趣。通过理论结合实际,能掌握普通外螺纹的车削,提高专业素质和能力。情感目标:让学生在实际动手操作的过程中学习专业理论知识,在实际操作中发现问题、思考问题、解决问题,提高学生的职业素养。【教学重难点】1.普通螺纹的编程方法。2.普通螺纹的加工与质量控制。【教学思路】利用任务驱动教学法,通过讲解、实训、巡视指导、评价、总结,进而使学生掌握普通螺纹数控加工。【教学过程】一、组织教学:进行点名,安规教育。1.工作服应穿戴整齐,规范,不能带手套等。2.量具,工具应按规定位置摆放整齐,不能放在机床上面。3.操作时应戴好防护眼镜。二、导入新课:我们在前面的几节课,主要对切槽练习 图1工序(一)的这部分进行了加工,同学们已经基本完成,这节课我们主要对切槽练习中最重要的切槽部分图2进行加工,完成切槽练习工序二的加工。图1 工序(一)三 、新课内容:分析图纸:此工件除包含上一任务中含有的台阶轴外还包含一尺寸为10× 33 0 -0.25的宽槽,如图2所示。图2 工序(二)(二)操作前准备:根据图纸列出所需工、刀、量具准备清单。序号 名称 主要规格及要求 数量 备注1 卡盘扳手 1 用于装夹工件2 刀架扳手 1 用于装夹刀具3 套筒 1 起到加力杆的作用4 90 外圆车刀 YT15 1 用于车外圆5 45 端面车刀 YT15 1 用于车端面、倒角6 切槽刀 YT15 1 用于切槽,刀宽为4mm7 千分尺 25~50 mm ( 0.01mm) 1 用于测量外圆直径8 游标卡尺 0~150 mm (0.02mm) 1 用于测量直径、长度9 工件毛坯 40×98mm 1 45号钢(三) 宽槽的加工1、车槽刀的安装:(1)车槽刀刀尖必须与工件轴线等高;(2)车槽刀必须与工件轴线垂直;(3)车槽刀的底面必须平直。2、车槽的切削用量:(1)主轴转速320转/分钟左右;(2)手动车削进给量0.05~0.1毫米/转;(3)切削深度为刀具宽度。3、车宽槽的步骤:(1)切槽分两步:一是粗切槽宽和槽深,二是精切槽宽和槽深。(2)粗切:将槽宽留精车量,两边各留0.5mm的精车量;槽深也是同样。(3)精切:将槽宽保证到图纸尺寸,槽深也是保证到图纸尺寸。4、粗、精切槽时槽的尺寸为图3所示:图3 槽的尺寸5、车宽槽的方法:车削较宽的外沟槽时可以分2次车削。第一次用刀头宽度小于槽宽的切槽刀粗车。在槽的两侧和槽底留有精车余量,第二次用精车刀精车至尺寸。(本练习只要求使用一把切槽完成粗、精车,外沟槽槽底和宽度,用游标卡尺测量)。宽槽加工中涉及的尺寸为定位尺寸及定形尺寸。本阶段主要采用通过调整法加工,即测量——调整吃刀量——测量的方法加工,使尺寸逐渐接近工件要求尺寸。车宽槽的方法如图4。图4 车宽槽的方法(四)教师示范操作教师进行示范操作,教师一边操作一边进行讲解要领。重点注意:利用双手控制调整法车削宽槽时,要注意、大、中滑板移动的速度。(五)学生操作检查学生操作是否规范,测量是否正确,对不正确的操作及时给予纠正。(六)教师巡回指导所有学生回到自己的车床进行操作,教师进行巡回指导,检查学生操作是否规范安全,测量是否正确,对个别不正确的操作立即给予纠正。对出现较普遍的问题进行部分集中讲解。四、课堂小结1.列队;2.切槽练习的工艺流程;3.宽槽的加工方法;4.根据学生在加工中普遍出现的问题进行讲解,分析原因,找出解决的办法。五、课后作业完成《普通车床项目教学手册》中项目四的内容。六、按“7s”要求打扫车床,清扫实训工厂。【教学反思】 展开更多...... 收起↑ 资源预览
 资源预览
资源预览
 资源预览
资源预览