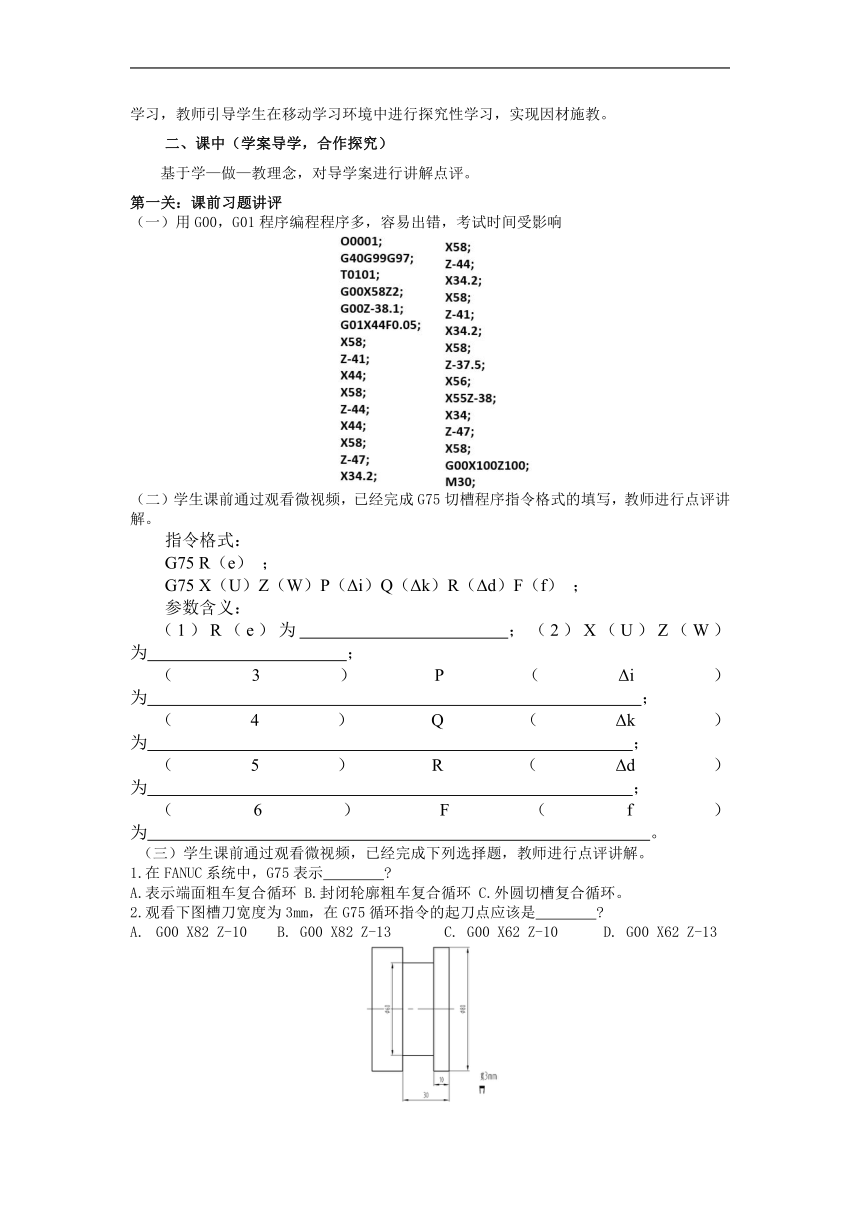
资源简介 数控车工——G75切槽加工【课时安排】一节课(40分钟)【教学设计思路】坚持“以就业为导向,以能力为本位”的职业教育发展方向,以学生为中心,采用了理实一体化教学方法,真正让学生动手、动脑,获得技能与理论知识的双丰收,培养学生多方面的能力,为学生的可持续发展做充分的铺垫。【教材分析】《数控车床编程与操作》是一门理论和实践相结合的数控类专业必修课。通过本课程的学习,使学生掌握数控机床的基本结构、分类、特点及应用范围,能够针对被加工零件,在合理地制定数控加工工艺的基础上,运用数控机床的数控系统所规定的编程规则和编程方法,编制零件的加工程序,并在相应的数控机床上进行操作完成零件的加工。轴类零件中带有深且宽的槽比较难加工,学生本次实训课的目的是应用G75指令来完成深且宽槽的编程和加工,突破难点。【学情简析】知识储备:学生在之前的课程中已经学习了相当多的指令,能灵活运用程序指令对部分零件进行加工程序的编程,但是径向切槽循环G75是一个全新的指令,学生还没有理解它的功能和运用。技能储备:学生积累了入门实训多个零件的加工经验,对机床的操作比较熟练。认知特征:学生的学习兴趣不够稳定,需要教师精选教学任务并改变传统授课模式,使学生的学习兴趣不断保值、增值。【教学目标】1.知识目标 2.能力目标 3.情感目标◆熟悉G75指令的格式及运动轨迹 ◆领会G75指令中参数的含义 ◆通过本次课的学习,使学生能够灵活运用G75指令进行编制程序,并且能对零件进行加工。◆培养学生自主学习的能力和分析问题、解决问题的能力。 ◆通过互相检测工件,发现问题,培养学生的团队合作意识。 ◆在零件的加工过程中体会7S的应用。【重点难点】重点: 编制出正确的G75宽槽加工程序。难点:通过数控车床加工实践中发现G75指令使用的一些常见问题并对其进行解决。【教学方法及策略】本节课采用问题式教学法、启发式教学法、探索式教学法及讲授法相结合。充分利用平板,多媒体设备等辅助教学,以学生为中心,教师引导学生展开讨论,再经过总结提炼,同时让学生在实践操作过程中学会观察,学会总结,让实践与理论有机结合,从而有效突破重点,化解难点,达到教学目标。【教学过程】课前(一)用已学习过的指令完成程序编制学生用原来G00,G01指令完成深槽加工程序编制。(二)上传微课上传G75微课视频至平板,通知学生在线学习并完成导学案中课前习题。(三)师生互动学生通过平板自主合作学习,在这个过程中学生之间进行交流,对G75指令进行讨论学习,教师引导学生在移动学习环境中进行探究性学习,实现因材施教。二、课中(学案导学,合作探究)基于学—做—教理念,对导学案进行讲解点评。第一关:课前习题讲评(一)用G00,G01程序编程程序多,容易出错,考试时间受影响(二)学生课前通过观看微视频,已经完成G75切槽程序指令格式的填写,教师进行点评讲解。指令格式:G75 R(e) ;G75 X(U)Z(W)P(Δi)Q(Δk)R(Δd)F(f) ;参数含义:(1)R(e)为 ;(2)X(U)Z(W)为 ;(3)P(Δi)为 ;(4)Q(Δk)为 ;(5)R(Δd)为 ;(6)F(f)为 。(三)学生课前通过观看微视频,已经完成下列选择题,教师进行点评讲解。1.在FANUC系统中,G75表示 A.表示端面粗车复合循环 B.封闭轮廓粗车复合循环 C.外圆切槽复合循环。 2.观看下图槽刀宽度为3mm,在G75循环指令的起刀点应该是 G00 X82 Z-10 B. G00 X82 Z-13 C. G00 X62 Z-10 D. G00 X62 Z-133.在指令G75 X(U)Z(W)P(△i)Q(△k)R(△d)F(f)中Q(△k)表示 ?A. 每次沿X方向切削后的退刀量B. 切槽终点的Z向绝对(增量)坐标值;C. 为X向每次切深,即间断切削长度D. 为Z向间断切削长度即切削移动量4.在指令G75 X(U)Z(W)P(△i)Q(△k)R(△d)F(f)中△i、△k的数值单位是 ?A. 微米 B. 毫米 C. 厘米 D. 分米5. G75指令结束后,切槽刀的停留位置在 ?A.终点位置 B.机床原点 C.工件原点 D.程序起点第二关:程序编制,实操加工1.完成下图加工φ34宽槽的程序。(切槽刀刀宽3mm)2.学生上车床规范操作宽槽加工强调安全文明生产及数控车操作规范,提高学生安全生产意识和设备维护及保养知识,确保学生在加工过程中人身及设备安全,每人一台数控车床完成宽槽加工。第三关:任务评价,实践检测1. 学生对自己加工完成的槽进行自检,然后两位同学之间再进行互检,完成检测结果和得分登记。切槽加工时发现了什么问题,这些问题该如何解决?教师进一步进行复检,分析存在的问题,针对问题提出解决的办法。有下列常见问题:1.槽底不平,尺寸一边大一边小;2.槽底直径过小;3.槽底直径过大。师生共同评选出最优秀的一组学生,作为本节课的技能之星。【课堂延伸】1.请用G75指令编写下图切槽加工程序(设切槽刀刃宽5mm) 展开更多...... 收起↑ 资源预览
 资源预览
资源预览
 资源预览
资源预览