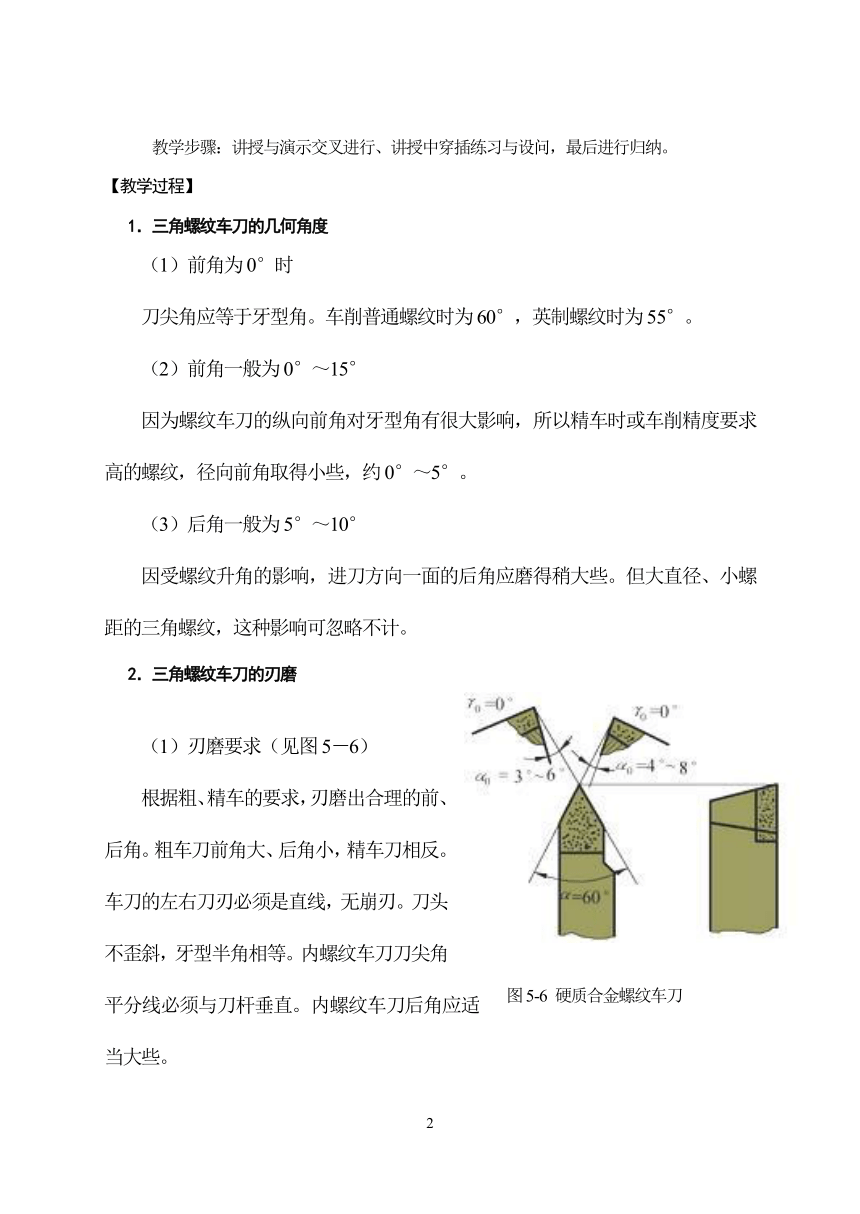
资源简介 项目五 车削普通三角螺纹任务二 学会螺纹刀具的刃磨与安装【教学目标与要求】一、知识目标。能根据螺纹样板正确装夹车刀二、能力目标能够完成螺纹刀具的刃磨与安装三、素质目标较深入地了解普通螺纹车刀的几何形状和角度要求四、教学要求要车好螺纹,必须正确刃磨车刀。三角螺纹车刀切削部分形状应当和螺纹牙型的轴向剖面形状相符合,即车刀的刀尖角应等于牙型角。了解三角螺纹车刀的刃磨要求,以及刃磨步骤,掌握正确刃磨和检查刀尖角的方法。【教学重点】1掌握三角螺纹车刀的刃磨方法和刃磨要求。2.掌握用样板检查修正刀尖角的方法。3.能根据螺纹样板正确装夹车刀。【难点分析】掌握用样板检查修正刀尖角的方法。【分析学生】学生对螺纹车刀的刃磨方法的学习有点困难。【教学设计思路】教学方法:讲练法、演示法、归纳法。【教学安排】教学步骤:讲授与演示交叉进行、讲授中穿插练习与设问,最后进行归纳。【教学过程】1.三角螺纹车刀的几何角度(1)前角为0°时刀尖角应等于牙型角。车削普通螺纹时为60°,英制螺纹时为55°。(2)前角一般为0°~15°因为螺纹车刀的纵向前角对牙型角有很大影响,所以精车时或车削精度要求高的螺纹,径向前角取得小些,约0°~5°。(3)后角一般为5°~10°因受螺纹升角的影响,进刀方向一面的后角应磨得稍大些。但大直径、小螺距的三角螺纹,这种影响可忽略不计。2.三角螺纹车刀的刃磨(1)刃磨要求(见图5-6)根据粗、精车的要求,刃磨出合理的前、后角。粗车刀前角大、后角小,精车刀相反。车刀的左右刀刃必须是直线,无崩刃。刀头不歪斜,牙型半角相等。内螺纹车刀刀尖角平分线必须与刀杆垂直。内螺纹车刀后角应适当大些。(2)刀尖角的刃磨由于螺纹车刀刀尖角要求高,刀头体积又小,因此刃磨起来比一般车刀困难。在刃磨高速钢螺纹车刀时,若感到发热烫手,必须及时用水冷却,否则容易引起刀尖退火;刃磨硬质合金车刀时,应注意刃磨顺序,一般是先将刀头后面适当粗磨,随后再刃磨两侧面,以免产生刀尖爆裂。在精磨时,应注意防止压力过大而震碎刀片,同时要防止刀具在刃磨时骤冷骤热而损坏刀片。(3)刃磨步骤①粗磨两侧后面,形成刀尖角。②粗磨前面初步形成前角。③精磨前面形成前角。④精磨两侧后面,用螺纹对刀样板控制刀尖角。⑤修磨刀尖,刀尖倒棱宽度约为0.1P。(4)刀尖角的检查为了保证磨出准确的刀尖角,在刃磨时可用螺纹角度样板测量,如图5-7(a)所示。测量时把刀尖角与样板贴合,对准光源,仔细观察两边贴合的间隙,并进行修磨,如图5-7(b)所示。对于具有纵向前角的螺纹车刀可以用一种厚度较厚的特制螺纹样板来测量刀尖角,测量时样板应与车刀底面平行,用透光法检查,这样量出的角度近似等于牙型角,如图5-7(c)所示。3.三角螺纹车刀的装夹(见图5-8)(1)装夹车刀时,刀尖位置一般应对准工件回转中心。(2)车刀刀尖角的对称中心线必须与工件轴线垂直,装刀时可用样板对刀,如果车刀装歪,就会出现牙型歪斜。)(3)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。只有粗加工时或螺纹精度要求不高时,其前角可取 γo=5o~20o,(4)刀头伸出不应过长,一般为20~25mm。(约为刀杆厚度的1.5倍)4.注意事项①磨刀时,人的站立位置要正确,特别在刃磨整体式内螺纹车刀内侧刀刃时,不小心就会使刀尖角磨歪。②刃磨高速钢车刀时,宜选用80#氧化铝砂轮,磨刀时压力应小于一般车刀,并及时蘸水冷却,以免过热而失去刀刃硬度。③粗磨时也要用样板检查刀尖角,若磨有纵向前角的螺纹车刀,粗磨后的刀尖角略大于牙型角,待磨好前角后再修正刀尖角。亦可以先磨出正确的刀尖角,再磨前角,磨好前角后,刀尖角应略小于牙型角。④刃磨螺纹车刀的刀刃时,要稍带移动,这样容易使刀刃平直。课堂练习1.根据图5-9确定三角内外螺纹车刀的刃磨步骤2.每组每人根据图5-9完成外三角螺纹车刀的刃磨并达到图纸要求3.每人各自完成螺纹车刀的装夹课堂小结学生完成本次课小结。图5-6 硬质合金螺纹车刀(c)错误的方法(b)正确检查刀尖角(a)螺纹角度样板图5-7 刀尖角的检查图6.5螺纹升角图5-8 螺纹车刀的装夹PAGE19 展开更多...... 收起↑ 资源预览
 资源预览
资源预览
 资源预览
资源预览