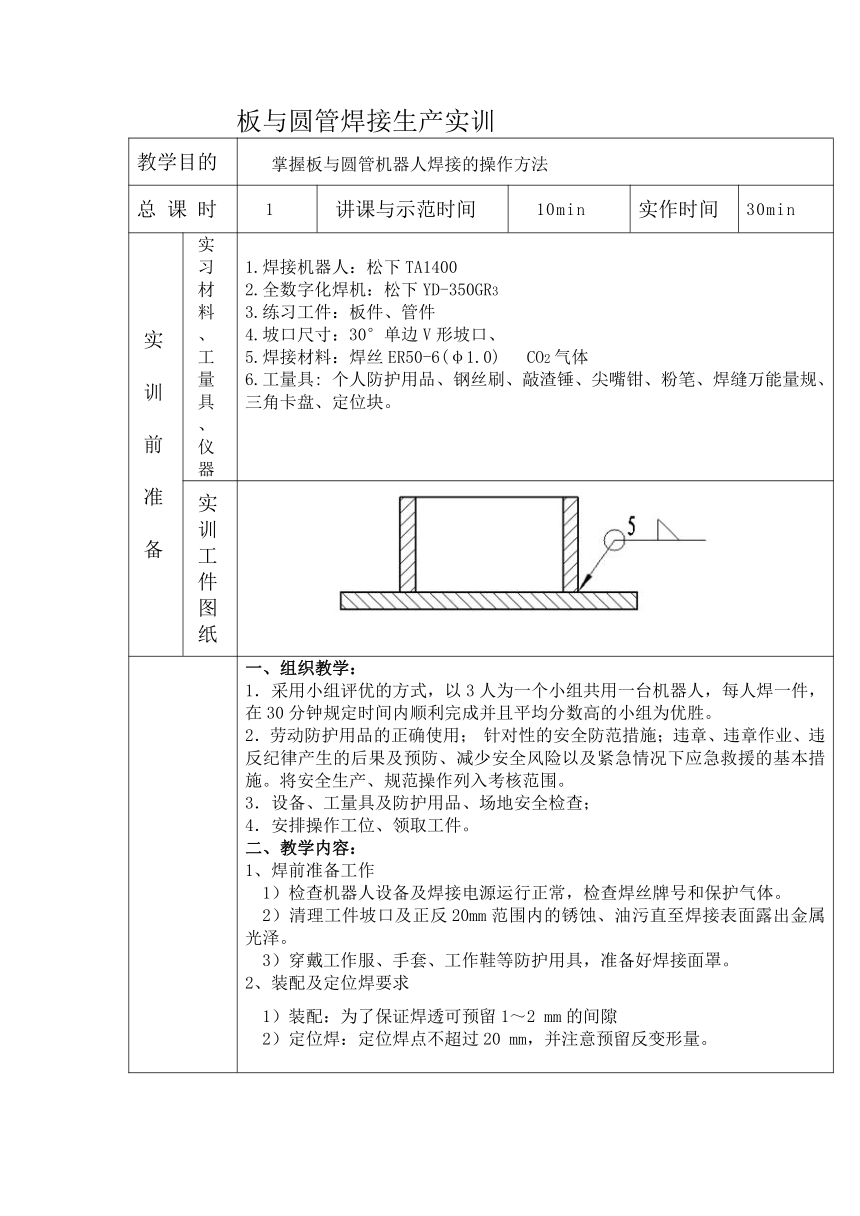
资源简介 板与圆管焊接生产实训教学目的 掌握板与圆管机器人焊接的操作方法总 课 时 1 讲课与示范时间 10min 实作时间 30min实 训 前 准 备 实 习 材 料 、 工 量 具 、 仪 器 1.焊接机器人:松下TA1400 2.全数字化焊机:松下YD-350GR3 3.练习工件:板件、管件 4.坡口尺寸:30°单边V形坡口、 5.焊接材料:焊丝ER50-6(φ1.0) CO2气体 6.工量具: 个人防护用品、钢丝刷、敲渣锤、尖嘴钳、粉笔、焊缝万能量规、三角卡盘、定位块。实 训 工 件 图 纸一、组织教学: 1.采用小组评优的方式,以3人为一个小组共用一台机器人,每人焊一件,在30分钟规定时间内顺利完成并且平均分数高的小组为优胜。 2.劳动防护用品的正确使用; 针对性的安全防范措施;违章、违章作业、违反纪律产生的后果及预防、减少安全风险以及紧急情况下应急救援的基本措施。将安全生产、规范操作列入考核范围。 3.设备、工量具及防护用品、场地安全检查; 4.安排操作工位、领取工件。 二、教学内容: 1、焊前准备工作 1)检查机器人设备及焊接电源运行正常,检查焊丝牌号和保护气体。 2)清理工件坡口及正反20mm范围内的锈蚀、油污直至焊接表面露出金属光泽。 3)穿戴工作服、手套、工作鞋等防护用具,准备好焊接面罩。 2、装配及定位焊要求 1)装配:为了保证焊透可预留1~2 mm的间隙 2)定位焊:定位焊点不超过20 mm,并注意预留反变形量。讲 解 与 示 范 3、焊接工艺参数的选择: 焊 接 层 数焊丝直径(mm)焊接电流(A)焊接电流(V)1.打 底φ1.0100—11019—19.52.盖 面φ1.0140—15021—224.操作步骤及要领 1)程序编程 ①了解板与圆管焊接的部位,确定板与圆管的焊接顺序并固定好工件; ②按操作程序开机,旋动示教器钥匙开关 处于“Teach”模式; ③示教前,应把焊丝剪到合适的长度(干伸长15mm),与设定中的干伸长一致; ④确定焊接起始点位置(一般以工件与机器人近点为起始点),TW轴反转180 度,预设焊枪姿态,以保证焊枪连续旋转一周(注意:焊枪与机器人手臂不要发 生干涉)。结束点与起始点要有2-3mm的搭接距离,并且设置收弧时间; ⑤程序编程时应注意焊枪工作角及行进角,选择正确的插补方式(移动指令) 以及焊接点、空走点; ⑥示教中,空走移动距离长时应选用较大的移动速度以提高工作节拍; ⑦示教机器人到焊接点前10-30mm处应设进枪点,结束时有退枪点。(进退枪点的示教应在工具坐标系下进行,进、退枪速度可降低一些); ⑧示教圆弧时注意:两个示教点之间的距离不能太近; ⑨示教时的工具坐标应正确选择和切换,否则将影响示教效率。 2)跟踪和修改示教点 将示教器功能调至“跟踪”状态,单步执行程序。检查并修改各示教点位置, 设置示教点焊接参数。 3)试运行程序 按稳“TEST”键,将焊接图标锁定,观察机器人空走运行程序时焊枪姿态和 焊丝对准焊缝的情况。 4)试件焊接 ①检查保护气体气瓶开关是否为开启状态,并检验气体流量。检查周围有无其他人员或障碍物,确定无误后准备焊接。 ②旋动示教器钥匙开关至“Auto”模式;按下伺服按钮,再按下启动按钮; ③焊接过程中可能会因为焊枪姿态变化过大或者焊接参数等原因造成断弧;这 时不要急于停止,应让机器人正常运行下去,机器人会重新起弧焊接; ④断弧而且重新起弧后还不能正常焊接时因停止运行程序检查断弧原因。 5.焊接质量基本要求 1)表面焊缝与母材圆滑过渡,咬边深度小于0.5mm; 2)焊缝宽度≦原坡口宽度﹢5㎜,宽度差≦3㎜;焊缝余高0~2㎜,余高差≦2㎜; 3)焊缝边缘直线度≦2㎜。 4)工件表面非焊道上不应有引弧痕迹。 5)焊缝周围不得有大颗粒飞溅。 实训成绩评价详见“评分标准”附件实习作业 1、将板与圆管焊接程序写在作业本上。 2、将板与圆管使用焊接机器人自动焊接成型。实 训 指 导巡回 指导 内容 1.操作过程安全检查; 2.焊接设备及工具、防护用品的使用方法检查; 3.操作步骤及要领是否正确; 4.设备使用方法是否正确; 5.焊件质量要求指导; 6.现场秩序、纪律是否良好。实训总结 1.及时讲评,并指出存在问题及纠正方法; 2.了解学员掌握熟练程度; 3.分析问题,并总结经验。 展开更多...... 收起↑ 资源预览
 资源预览
资源预览
 资源预览
资源预览